



А.В. МОЖЖЕРИН к.т.н., АО «Боровичский комбинат огнеупоров», А.Ю. КОРЖАВИН ООО «Торговый Дом БКО»
О ЦЕЛЕСООБРАЗНОСТИ ИСПОЛЬЗОВАНИЯ ВОССТАНОВЛЕННЫХ (РЕГЕНЕРИРОВАННЫХ) ПРОПАНТОВ
В настоящее время одним из распространенных методов увеличения продуктивности скважин на нефтяных месторождениях является технология гидроразрыва пласта (ГРП). Более чем на половине эксплуатационных скважин с трещинами ГРП наблюдается вынос проппанта в ствол скважины, что существенно снижает ее продуктивность. При этом количество проппанта, поступающего обратно в ствол скважины вместе с потоком пластового флюида, особенно велико на этапах ее освоения и начальной эксплуатации. воздействия циклических нагрузок.
|
Достаточно часто при проведении ГРП происходит недопродавка проппанта в продуктивный пласт, когда часть проппанта остается в скважине. Вымытый проппант вместе с добываемыми флюидами оседает на ее стенках, забивая технологическое оборудование, и зачастую является основной причиной преждевременного выхода из строя электроцентробежного насоса (ЭЦН) [1]. |
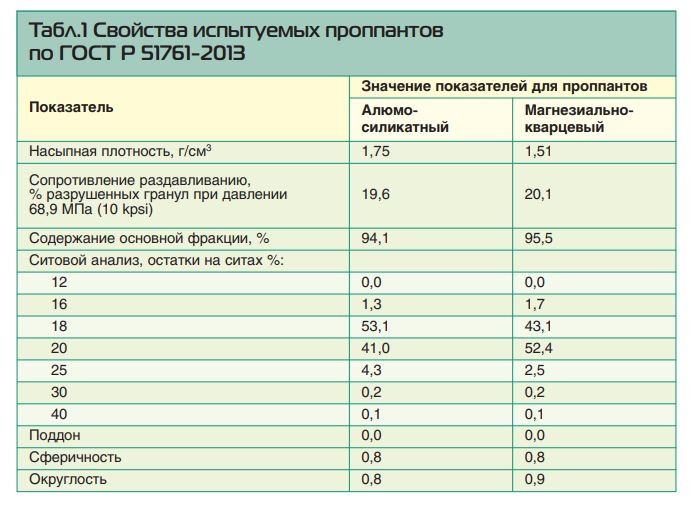
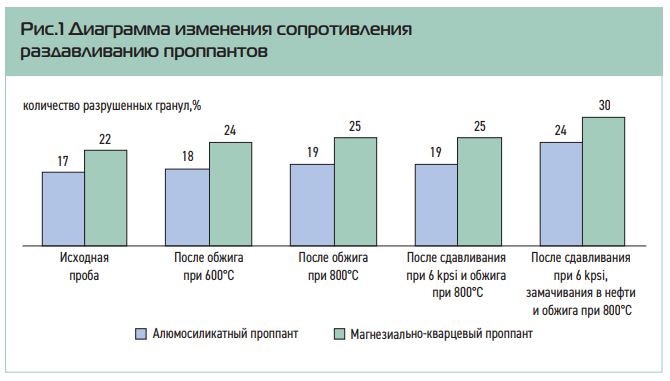
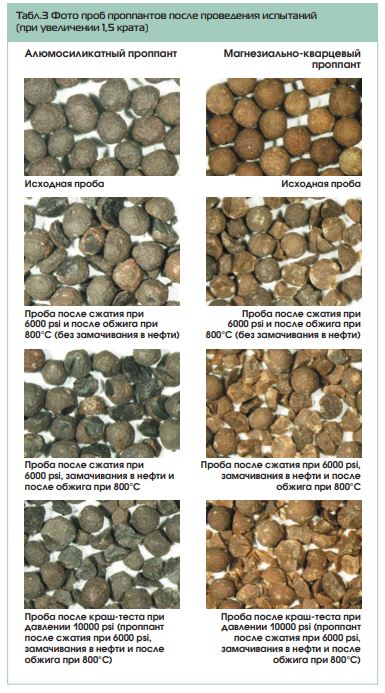
Для исследований были отобраны образцы алюмосиликатных и магнезиально-кварцевых проппантов торговых марок BORPROP и FOREPROP, соответственно. Как видно из результатов тестирования по ГОСТ Р 51761-2013 (табл.1), основные свойства обоих типов проппантов, такие как прочность (сопротивление раздавливанию), содержание основной фракции, сферичность и округлость сопоставимы. Имитация условий пластового давления выполнялась на установке для определения проводимости и проницаемости. Пробу проппанта помещали между пластинами из песчаника Огайо и сжимали при давлении 6000 psi, после чего ее делили на две части. Одну часть замачивали в нефти (на 1 сутки), далее извлекали из нефти, после чего без промывки какими-либо растворителями отправляли на прокаливание в течение четырех часов при температуре 800°С, чтобы обеспечить полное выгорание нефти, а затем определяли сопротивление раздавливанию при давлении 10000 psi (краш-тест). Стоит отметить, что выгорание нефти было возможно при минимальной температуре 800°С, при меньшей температуре нефть выгорала крайне медленно чадящим образом. Для второй части пробы замачивание в нефти не производили, делали только прокаливание на 800°С, после чего проводили краш-тест. Определение возможности повторного использования регенерированного проппанта оценивали по сопротивлению раздавливанию при давлении 68,9 МПа (10000 psi) и гранулометрическому составу после имитации условий эксплуатации. |

|
Критерий — соответствие требований ГОСТ Р 51761-2013. Для определения сопротивления раздавливанию при давлении 10000 psi из проб проппантов, подвергнутых кратковременному давлению 6000 psi с вымачиванием в нефти и последующим прокаливанием при температуре 800°С, предварительно была высеяна фракция 16/20. |
|

|
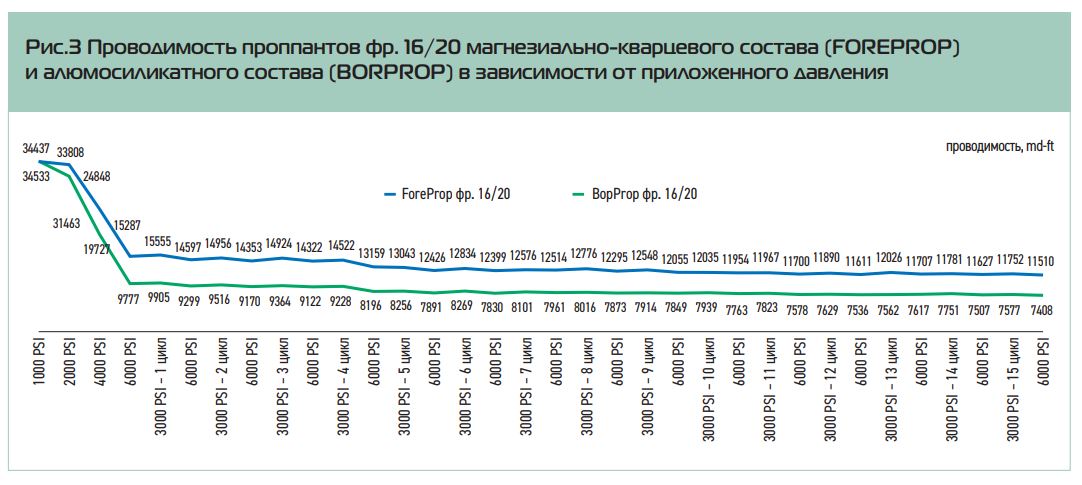
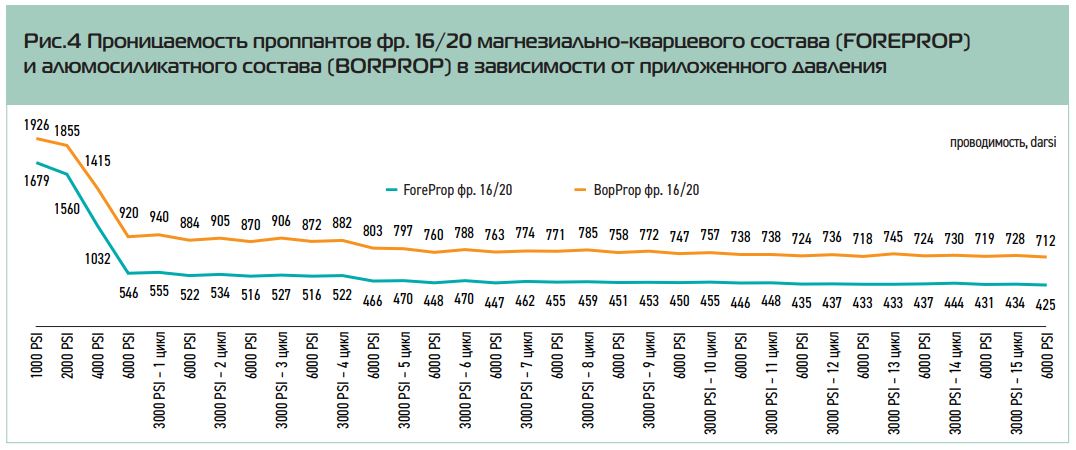
Дополнительно были проведены испытания проб алюмосиликатных и магнезиально-кварцевых проппантов на долговременную проводимость/проницаемость при циклических нагрузках по режиму 6000 psi — 3000 psi — 6000 psi (15 циклов). |
|

|
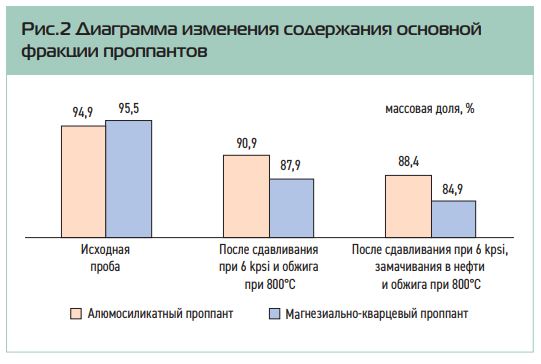
Значения долговременной проводимости/проницаемости приведены в графиках на рис. 2, 3. |
• пропитка нефтью оказывает деструктивное воздействие на структуру проппанта, уменьшая сопротивление раздавливанию после обжига; |

ЗАКЛЮЧЕНИЕ
Регенерированные (восстановленные после эксплуатации проппанты) утрачивают свои первоначальные свойства. Использование восстановленных алюмосиликатных и магнезиально-кварцевых проппантов приводит к неконтролируемой потере проводимости и проницаемости проппантной пачки, что особенно видно при использовании магнезиально-кварцевых проппантов. АО «БКО» не рекомендует использовать восстановленные после эксплуатации проппанты.
Литература
1. Константинов С.В., Гусев В.И. Техника и технология проведения гидравлического разрыва пласта за рубежом. – М.: ВНИИОЭНГ. Обзорная информация. Сер. Нефтепромысловое дело, 1985. – 60 с.
2. Фердман, В.М. Комплексная технология утилизации нефтешламов и ликвидация нефтешламовых амбаров в промысловых условиях: автореф. дис. .. канд. техн. наук: 03.00.16. – Уфа, 2002. – 24 с.
3. Патент РФ №2353642. Способ утилизации нефтезагрязненного проппанта. Рядинский В.Ю., Антропов А.А. // Бюл. № 12. – 2009.
4. Патент РФ №2487911. Способ регенерации нефтехимически загрязненного проппанта. Барышников А.В., Сурков А.В., Елфимов В.С., Мурахтанов Д.В. // Бюл. №20. – 2013.
5. Отчет лаборатории Stim-Lab SL 7944, май 2008.