




Основные данные
Смотрите также

Стаканы-дозаторы
Стаканы-дозаторы используются при непрерывной разливке стали
Технические характеристики
В 1986 – 1987 г.г. ВИО совместно с Боровичским комбинатом огнеупоров была разработана технология производства корундографитовых стаканов-дозаторов, исключающая применение дефицитных и дорогих материалов – кремния кристаллического и карбида кремния и использование дорогостоящих операций высокотемпературного обжига и глазурования сырца.
В течение 1986 – 1990 г. г. корундографитовые стаканы-дозаторы марки КГ были испытаны и нашли применение на всех крупнейших металлургических предприятиях СССР: ЧерМК, НЛМК, ОХМК, ОЭМК, УзбМЗ, БМЗ. Корундографитовые стаканы-дозаторы экспонировались на ВДНХ СССР и получили серебряную медаль в 1989 году. Известно, что корундографитовые стаканы-дозаторы, равно как и погружаемые стаканы, склонны к зарастанию, особенно при разливке раскисленных алюминием сталей. Зарастание канала стакана обусловлено рядом физико-химических процессов. Зарастание приводит к снижению производительности МНЛЗ, необходимости продувки «заросшего» канала стакана кислородом, к досрочному прекращению разливки, и, в конечном счете, к удорожанию заготовки.
Дальнейшие разработки АО «БКО» по совершенствованию технологии производства стойких к зарастанию стаканов-дозаторов, привели к созданию бикерамических изделий с так называемым «антиклёкинговым» (anticlogging – англ.) покрытием канала стакана, препятствующего его зарастанию неметаллическими отложениями. Известный факт отсутствия явления зарастания у стаканов-дозаторов на основе циркона натолкнул на следующую уже собственную разработку – антиклёкинговое покрытие на основе циркона. Стаканы-дозаторы с покрытием на основе циркона не имели после службы износа поверхности рабочего канала и каких-либо отложений.
На АО «БКО» разработана технология изготовления стаканов-дозаторов с пористой вставкой внутри канала для продувки аргоном, что значительно снижает степень зарастания сталеразливочного канала неметаллическими включениями.
| Норма для марки | |||
|---|---|---|---|
| Стаканы-дозаторы | |||
| КУСД-80 | КУСД-ГС |
||
| основной слой | газопроницаемый слой | ||
| ГОСТ Р 52801-2007 | ТУ 14-194-299-10 | ||
| Массовая доля, %: | |||
| Al2O3 на прокаленное вещество, не менее | 80 | 80 | 80 |
| С, в пределах | 5-9 | - | - |
| Изменение массы при прокаливании, в пределах | - | 5-9 | не менее 4 |
| Предел прочности при сжатии, Н/мм2, не менее | - | 30 | 20 |
| Открытая пористость, %, не более | 13 | 13 | 18 |
| Норма для марки | |
|---|---|
| КГИ | |
| ТУ 14-194-230-98 | |
| Массовая доля на прокаленное вещество, %: | |
| Al2O3, не менее | 80 |
| MgO, не менее | - |
| С, в пределах | 5-9 |
| Кажущаяся плотность, г/см3, не менее | - |
| Открытая пористость, %, не более | 13 |
КГИ – стакан-дозатор графитсодержащий
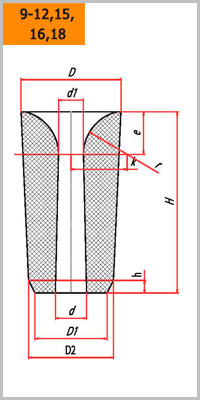
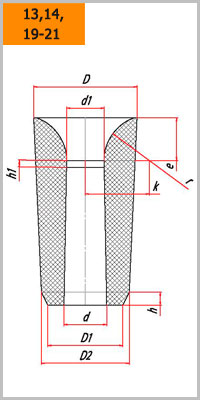
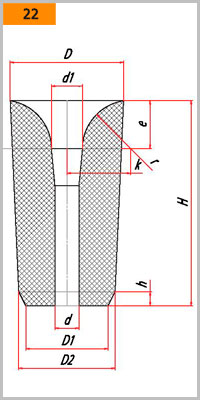
Форма и размеры по ГОСТ Р52801-2007
| Номер изделия | Размеры, мм | ||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| H | h | D | D1 | D2 | d | d1 | r | e | k | h1 | |
| 9 | 290 | 20 | 160 | 116 | 136 | 50 | 40 | 70 | 68 | 90 | - |
| 10 | 52 | 42 | 68 | 90 | |||||||
| 11 | 56 | 46 | 68 | 90 | |||||||
| 12 | 60 | 50 | 67 | 95 | |||||||
| 13 | 66 | 56 | 66 | 99 | 3 | ||||||
| 14 | 70 | 60 | 65 | 101 | |||||||
| 15 | 290 | 25 | 190 | 130 | 160 | 65 | 55 | 70 | 68 | 97 | - |
| 16 | 70 | 60 | 66 | 100 | |||||||
| 17 | 75 | 65 | 65 | 103 | 3 | ||||||
| 18 | 80 | 70 | 65 | 104 | - | ||||||
| 19 | 85 | 75 | 65 | 110 | 5 | ||||||
| 20 | 90 | 80 | 65 | 112.5 | |||||||
| 21 | 100 | 90 | 63.5 | 117.5 | |||||||
| 22 | 290 | 20 | 160 | 116 | 136 |
20 22 24 26 28 30 32 34 36 38 40 42 44 46 48 50 52 54 |
48 | 68 | 68 | 90 | - |
Предельное отклонение размеров
| Размеры, мм | Предельное отклонение |
|---|---|
| Диаметр: | |
| до 50 включительно | ±1 |
| свыше 50 до 100 включительно | ±2 |
| свыше 100 | ±3 |
| Высота | ±10 |
| Высота буртика и глубина паза | ±1 |